耐熱コート剤
パッケージの構成変更の際に、フィルムの融点が低下することで製袋時の生産効率も低下することがありますが、Z327耐熱コート剤は、ヒートシール可能な温度を20℃程度拡大してパッケージの生産性向上に貢献します。
特徴
モノマテリアル化などにより包材構成を変更する際は、フィルムの融点が低下し、製袋時に熱収縮やカール、破断、ヒートシールバーへの付着などが起こる場合があります。
通常、これらの課題を改善するためにはヒートシール温度を下げるという策が講じられますが、ヒートシール温度を下げると製袋速度も下がり、生産効率の低下に繋がります。
Z327耐熱コート剤を最外層のフィルムに印刷することにで、ヒートシール可能な温度を20℃程度拡大し、パッケージの生産性向上に貢献します。
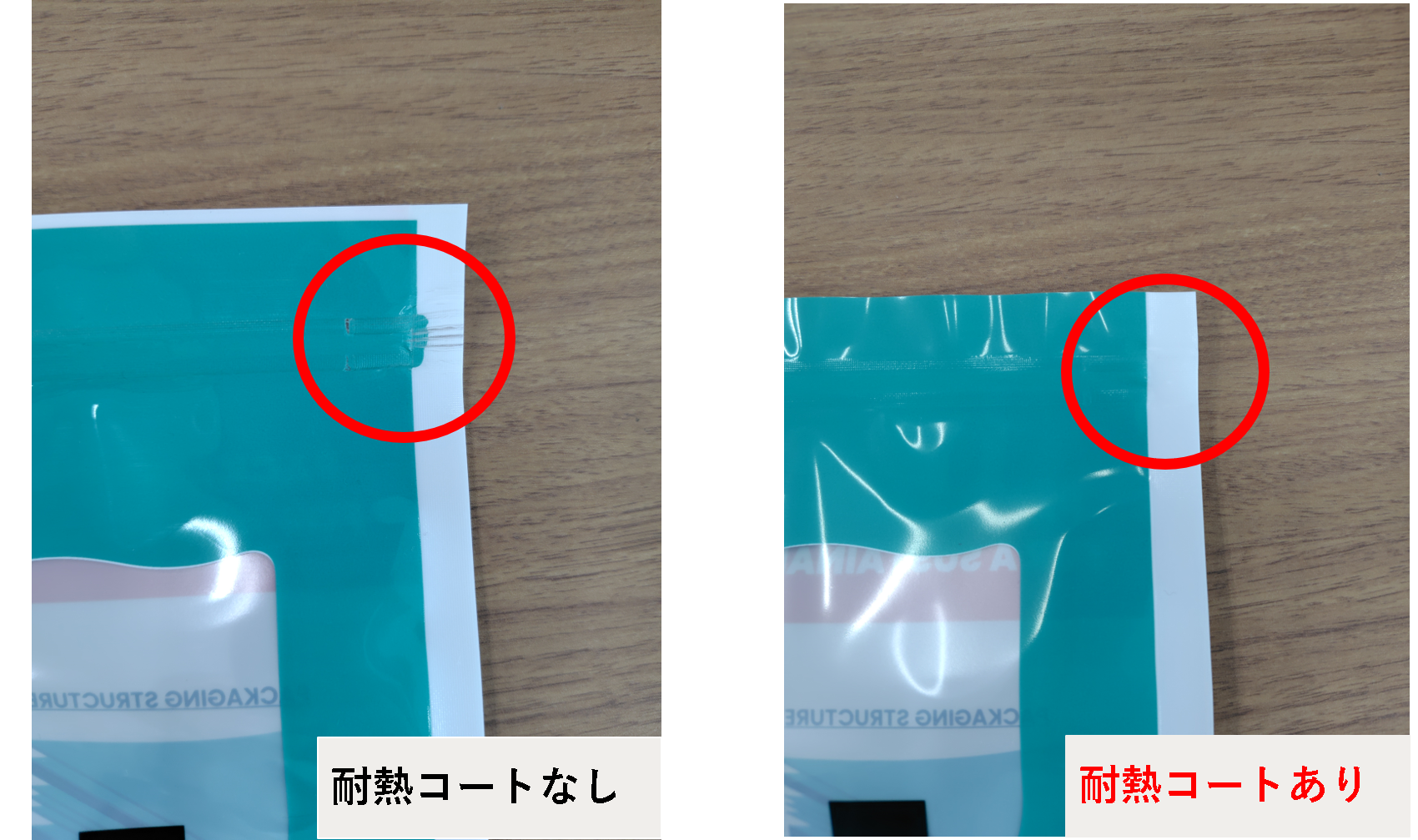
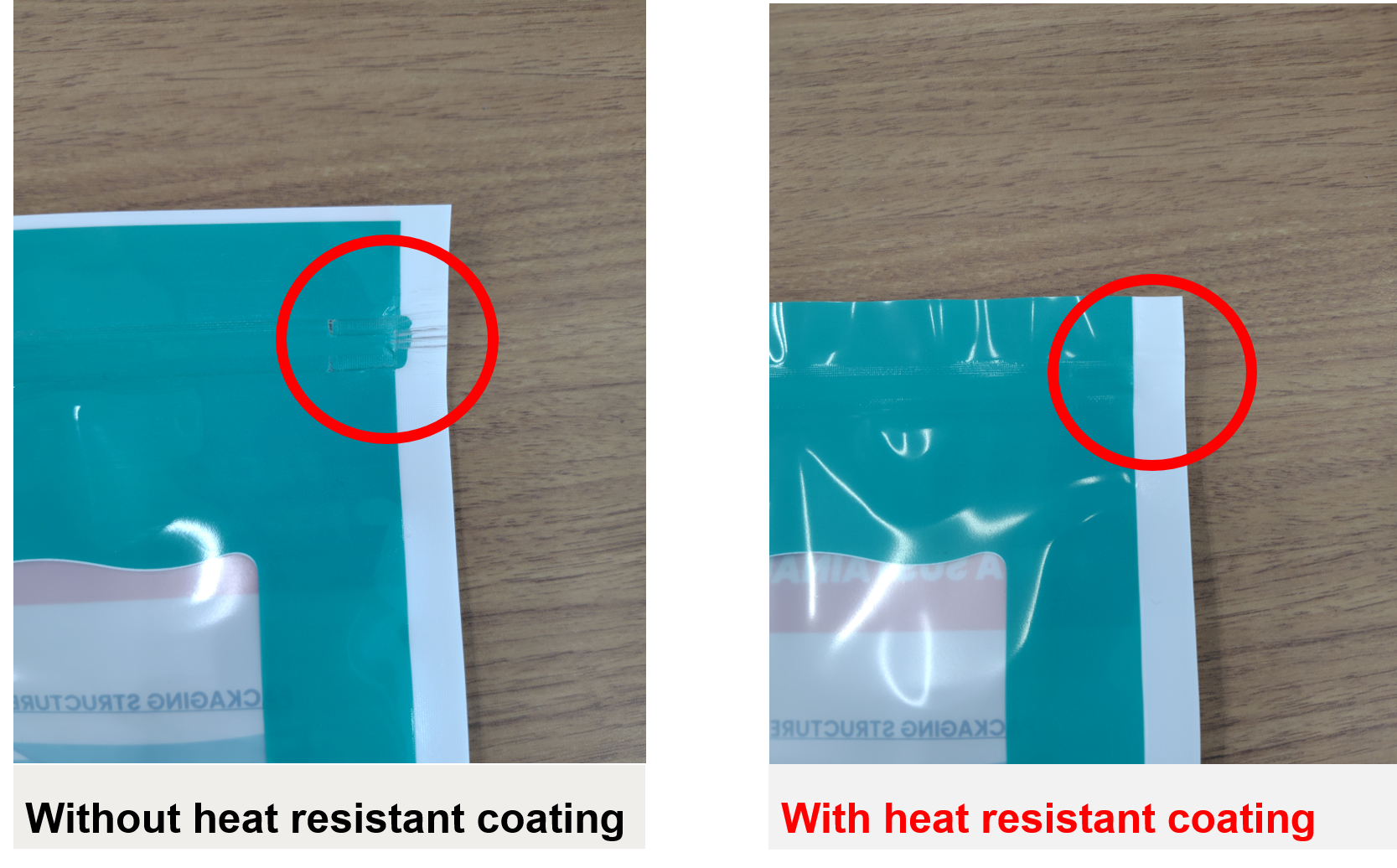
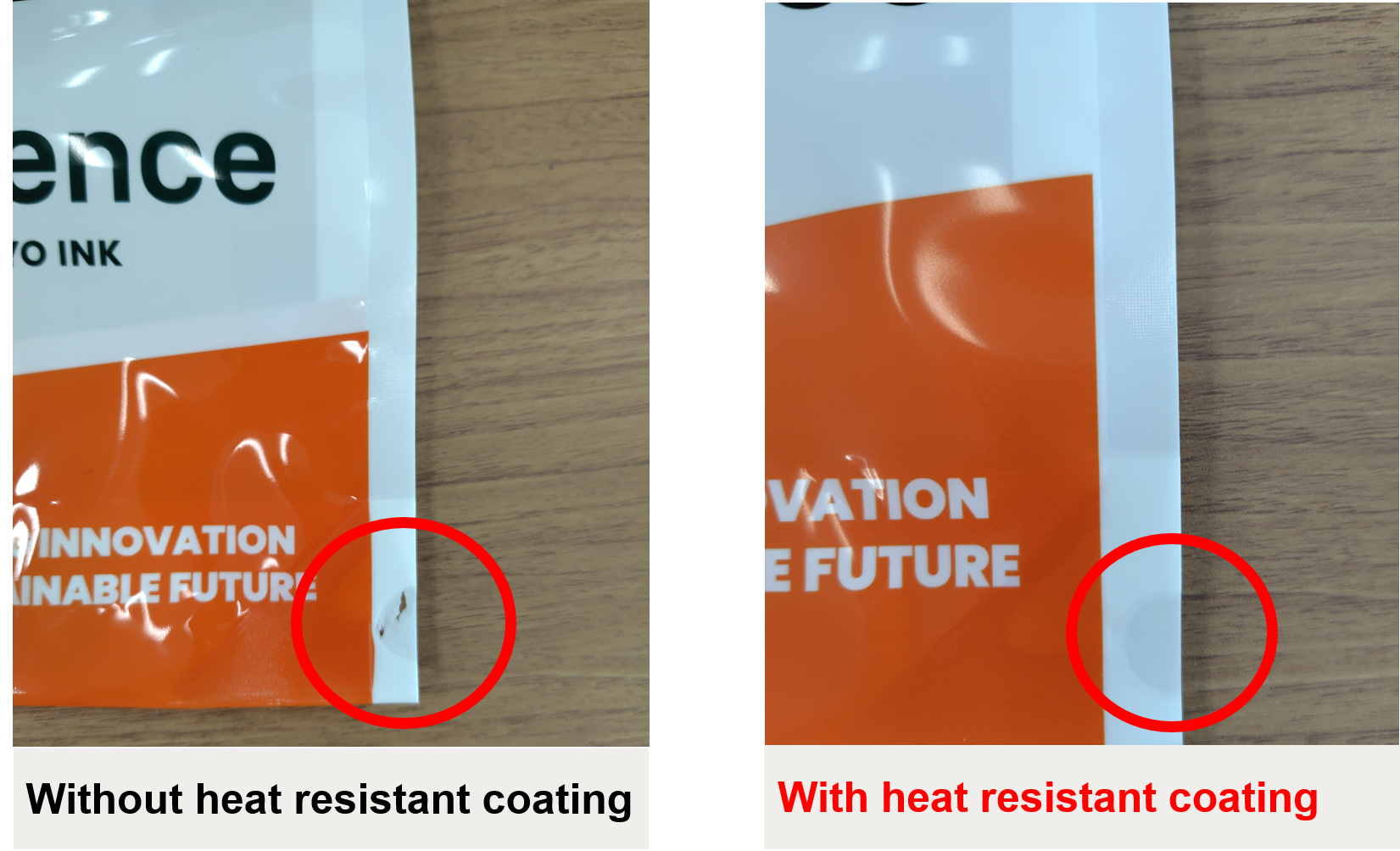
印刷柄の歪みが改善
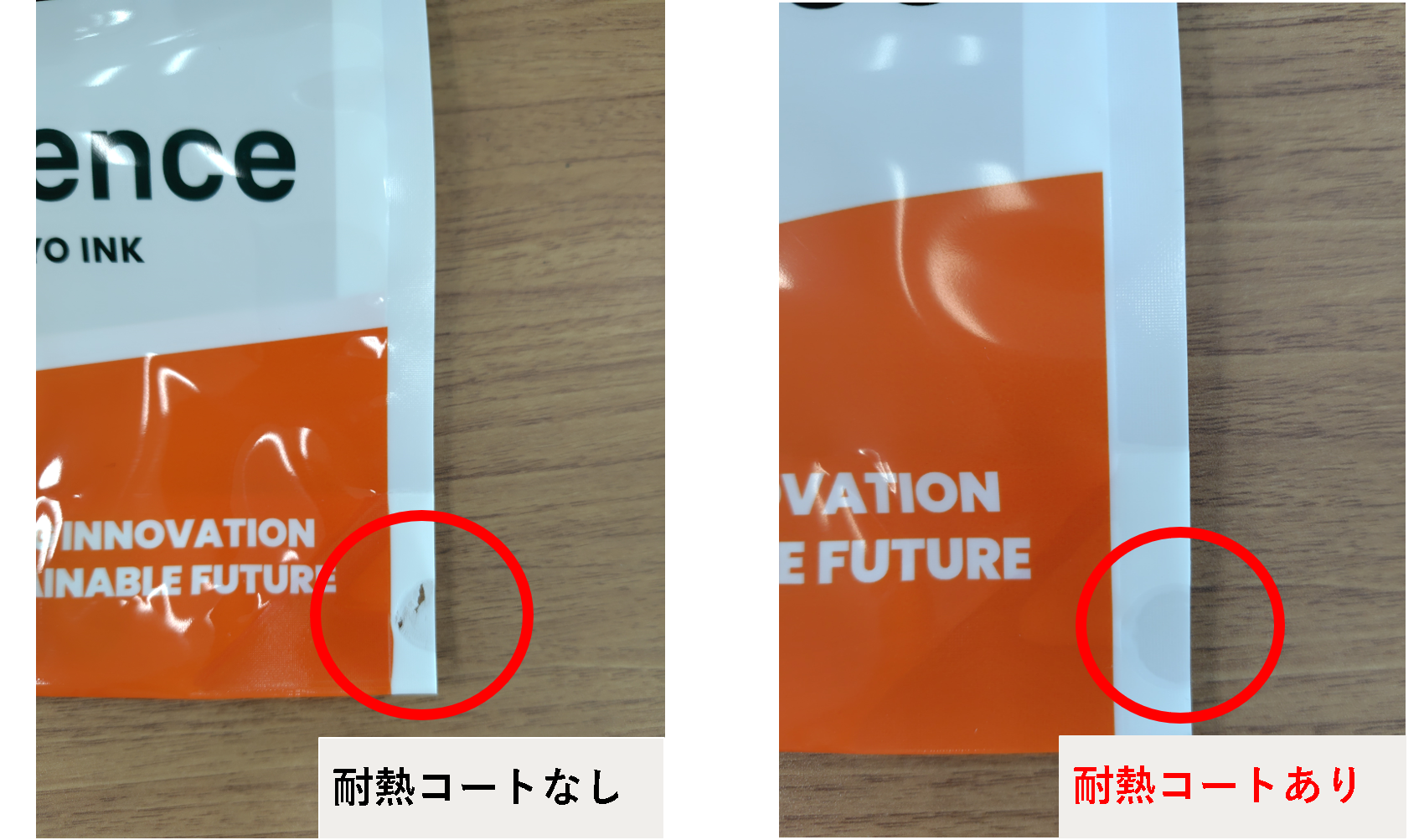
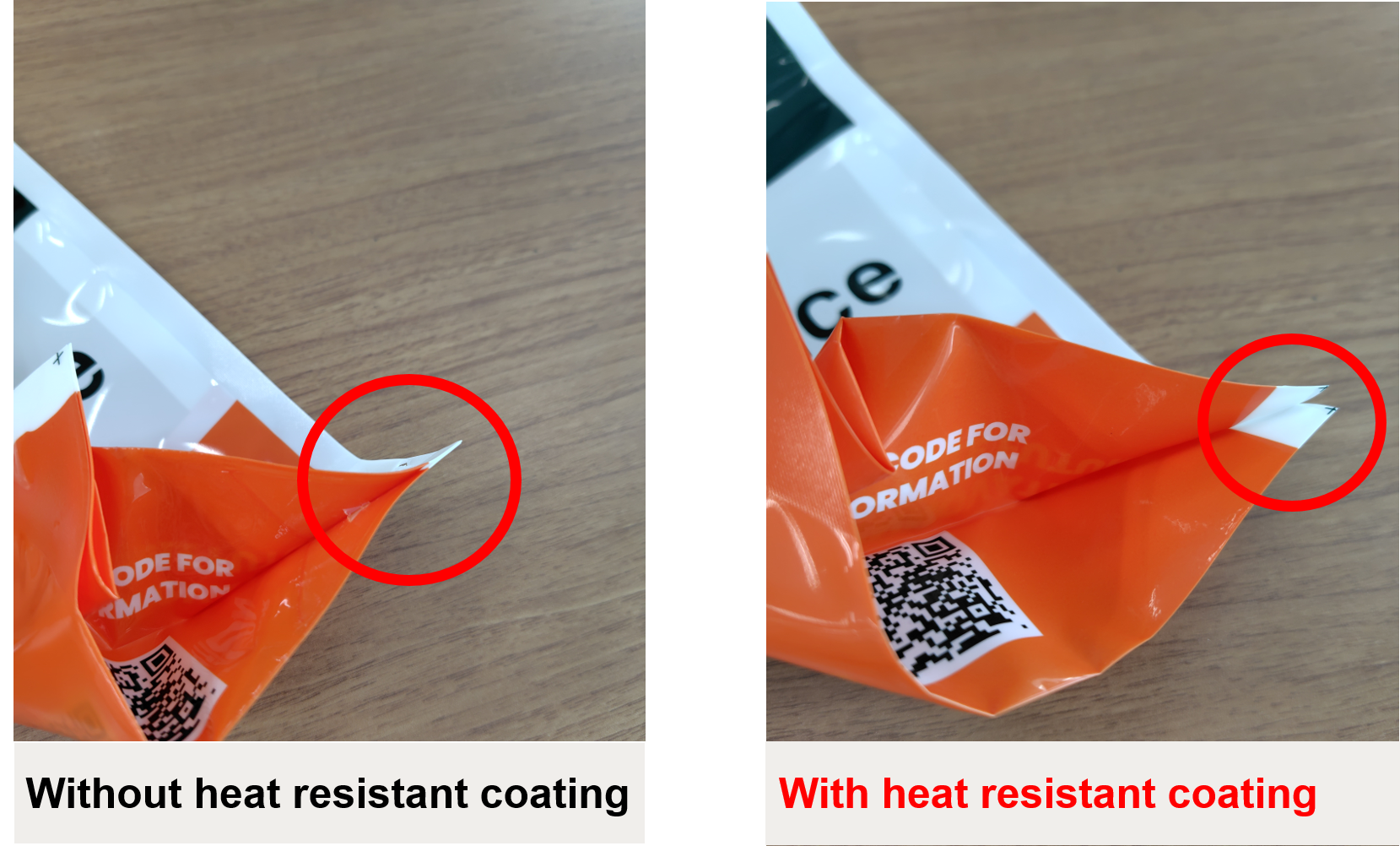
2層部分におけるフィルム破断が改善

基材面同士の融着が改善
印刷柄の歪みが改善
2層部分におけるフィルム破断が改善
基材面同士の融着が改善
物性
熱収縮性評価(簡易)
シール時間1秒の条件でコート剤を使用しない場合、130℃のシール温度でフィルムが伸びてしまい、140℃でフィルムが破断してしまいます。
一方で、Z327耐熱コート剤を使用した場合は150℃のシール温度でも問題なくヒートシールすることが可能です。
| ヒートシール温度 | コートなし |
Z327耐熱コートあり |
|---|---|---|
|
120℃ |
〇 | 〇 |
|
130℃ |
△(フィルム伸び) |
〇 |
|
140℃ |
×(フィルム破断) | 〇 |
| 150℃ | - | 〇 |
【評価条件】
構成:Z327耐熱コート/MDOPE(25㎛)/インキ/接着剤/LLDPE(50㎛))
シール温度:120~150℃ 2kgf/c㎡
シール時間:1s
熱収縮性評価(実機)
シール時間125ms×4の条件でコート剤を使用しない場合、240℃でフィルムが破断してしまいます。
一方で、Z327耐熱コート剤を使用した場合は260℃のシール温度でも問題なくヒートシールすることが可能です。
| ヒートシール温度 | コートなし |
Z327耐熱コートあり |
|---|---|---|
|
230℃ |
〇 | 〇 |
|
240℃ |
×(フィルム破断) | 〇 |
|
250℃ |
- | 〇 |
| 260℃ | - | 〇 |
| 270℃ | - | ×(フィルム破断) |
【評価条件】
構成:Z327耐熱コート / MDOPE(25μm)/ インキ / 接着剤 / LLDPE(100μm)
193 ショット/min
シール温度:240~270℃, シール時間:125ms ×4
シールバー保護:テフロン
※トタニ技研工業様所有製袋機にて評価
お問い合わせ
東洋インキ株式会社 マーケティング本部
TEL:03-3272-7693